����RGB SBS(Side By Side)���Ҋ���������з�ʽ��ԓ�N���еă��c�dz���ā, �Ҳ����l����X(����)���߅�ĬF��
����������RGB ��ʽ�����߷ֱ����Ļ�r, ��ɱ��^����������ˇ�^�����y���ɴ˸���S����u�Ƴ��˸�ʽ���Ӳ�ͬ������������ʽ�����������ĎN���з�ʽ��Table 1 ��ʾ ��
����Table1 ��Ҏ������ˇ�µĎN�������з�ʽ
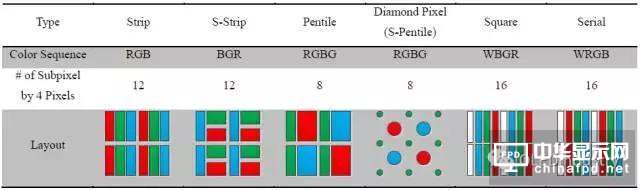
����S-Strip BGR �mȻ����RGB �����з�ʽ, ������ͨ�^����R & G ������׃С�Ͱ��{ɫ�������طŴ�ķ�ʽ�Ա���һ�N�����طֲ�ƽ�⡣��ԓ�N�Y�����mȻ�{ɫƫ��, ���Džs���L���������
����Pentile (S-Pentile) �����з�ʽ���ɼt�G�M��һ������, �����{�G�M��һ�����ء�
����Pentile ��RGB �cBGR ��������ׂ����c:
����• ��ͬ�ӳߴ����Ļ�¿����ݼ{���ߵķֱ��ʡ�ͬ�r���������صĜp��, ԓ�����ĉ������ܸ��L�����a�ɱ������^�͡�
����• ����^���R & B �����سߴ�, ���D���@ʾ�tɫ���{ɫ�@Щɫ�{�r, ��Ͷ��c���ȶ�Ҳ��������
����Pentile (S-Pentile) �ڎ������σ��c��ͬ�r, ԓ��������������з�ʽ�OӋ�t��������ȱ�c:
����• ��ā�Ȇ��}: �cRGB SBS ��������ͬPPI ����r��, Pentile �������ؔ���Ҫ��RGB ����ɈD��ā��
����ͬһ�@ʾ������, ����yRGB ��������9 �w������, Pentile ���о�ֻ��6 �w, �ʕ����ͼ��¶ȡ�
����• ɫ�ʆ��}: Pentile ����AMOLED ��Ļ��Щ�����ز��܉�M��һ��������ԭɫ�����c, �t����Ļ�������ؾ͟o���@ʾ�ʴ_���ɫ��(����D����Щ�cǷȱ�tɫ/�{ɫ��ͬ�r���˾Gɫ)
����• �����Ͳ�߅�F��: ���@ʾ�ض��D��r���a����X(����)�Ͳ�߅�F��һ���@ʾ��ɫ��D��r, �@�N�w���в������@, �����@ʾ����ֱ��, �͕����F���}��
�����������@ʾ�tɫ�M���r, ���tɫ�����طָ���̫�h, ���½Y���@�@ʾ�D���X�ò��B؞�������@ʾб���r, ��鲿�����ص�ȱʧ���g��ļӴ���б߅���׳��F��X(����)�Ͳ�ɫ�l�y(��߅)��
���������, Pentile �ȹ������������з�����һ�Nͨ�^�������ع��������صķ�ʽ, ͨ�^�p�����������ķ�ʽ���_���õͷֱ���ȥģ�M�߷ֱ��ʵ�Ч����
������һ����Ҫ�@ʾ�������ݕr, Pentile ��ȱ�c�͕��@¶�o�z�����^���@��ȱ���nj���С̖���w�o�������@ʾ����Ļ���F���@���w���С�
�������� Pentile �ȹ����������OӋ����Ļ�����Ҫ�������ߵķֱ��ʣ��ſ��ԏ��a�^���������c��y�펧����ҕ�XЧ���½�Ч����
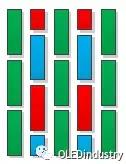
Fig 1 �������������ص�Pentile �������нY��
����ӡˢ���؆��}
������̎�ڱ�����Ҫ, ���Ќ������Д��������挍������
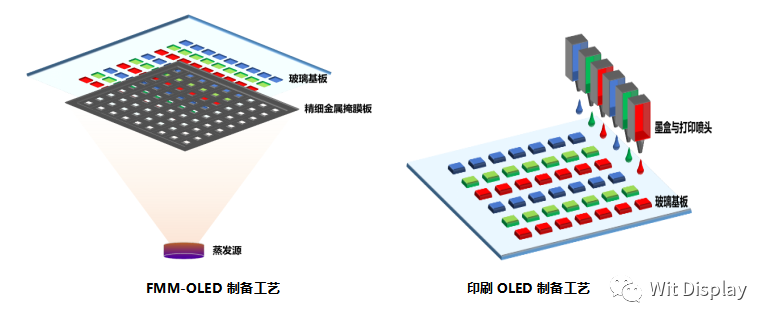
�����S��ӡˢ�@ʾ���d��, ��Һ�Ƴ̼��g��Pixel ���OӋ�����Ў������µ�˼���̈́��·���
������Һ�Ƴ̼��g�е����غ���FMM ��ʽ������������������ׂ����c:
����• ����Ƴ̹�ˇ�IJ�ͬ, ��Һ���������������������������С�g���Դ���FMM �������������ء�
����• �����Һ�Ƴ��漰��Һ�w�ē]�l��Ĥ, �t�������Π����Ҫ�Ա���ߡ�
����• ��Һ�Ŀ��������ṩ�˸�������ؼӹ���ˇ�c������
�����g�����}
������FMM ��ʽ�������ؕr, �����������ص��g����С�����_��10 ~20 μm��
����������Һ���������ؕr, �����������g��С�g�����FMM �Ƴɵ����ء�
������ҪӰ���Һ���������������������g��С�g������؞�:
����• Bank �Y����
����• �������g��ȫ�����ȡ�
�����F�A��ͨ�^��Һ�����������ؕr, ������Ҫ��ȡPDL/Bank �ĽY������īˮ�����ӡ�
����һ��Bank �߶���1~2 μm,�������ǶȃA��Ҳ�^С����2 μm �ߺ͵���A�Ǟ�30°��Bank �OӋ����(Fig2)��

Fig 2 ����Bank �Y��
������֪l1 �ߴ��3.5 μm�������˱���Bridging �F��(Bridging �F����ָӡˢ�r�����������^��/Bank ��Һ�^��/ӡˢī
����ˮ�^��/��ӡ�eλ����ɵ����������gīˮ�ںϬF��Fig 3), l2 ��ȡ15 μm ���ϡ��ɴ˿�Ҋ���ڬF�A����Һ���Ƴɵ���
���������������g����:
����2 × 3.5 + 15 = 22 μm
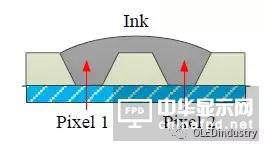
Fig 3 Bridging �F��
����ԓ�g�����@����FMM ��ˇ�����������g�ࡣ��Ҋ�ڬF��ӡˢ��ˇ��, ��Һ���Ƴɕ��r߀�_����FMM �Ƴ̵ķֱ��ʡ�
�����������}
������Һ���漰���]�l�c��Ĥ���t�����ص��Π��OӋ�c��Ĥ������ϢϢ���P��
�������y�L�l�������OӋ��ӡˢ��ˇ��Ӱ���Ҫ������2 �����档
�����L�S����Һ��IJ�����
������Ҏ���L�l���OӋ������Һ�w�����ȸ���r߅������տs��
��������Plateau Rayleigh Phenomenon ���t��֪, �����L��L������돽��R ��Һ�w�A��(L �o���L��L >>R), ���γ�
����ֱ����r �����w, �t��L ����9/2��R �r, �A������e�_ʼ�������w����e, ͬ�rϵ�y�����_ʼ����׃�ò�������
�����������������ߕr, Һ�w�ڱ��揈���������տs����e��ͬ�r�տs������|���Խ�������, �Ķ����³ɾ���Һ��߶��c����߅��ͬ�r���F������
�����ɴ˿�֪�������OӋ���L���ȴ���2.5 �r, Һ�wҺ����ʬFһ���̶ȵIJ������F�t��Һ�w���L�l�����ȸ���r, ���L߅��ż�l������տs�γ�ȱ�ݡ�

Fig 4 �����L�S�������տs
�����L���S�]�l�IJ
������Ҏ���L�l���OӋ������������Һ�w�ֲ��]�l�, �Ķ����³�Ĥ�IJ�����
�������O�ڻ����ϴ���һ����һ����, r ��߅��̎�����돽, ��d �����،��ȡ�
���������ر�īˮ���M�r, ���]Һ����A��B��C ��D ���c̎�ē]�l��r, ����A ̎���L߅�ϡ�B ���в�īˮ픶��Һ�A ���M���桢C ��߅߅����D ��īˮ픶�̎��߅������̎��
�������������x ��y �S�����ϵķֲ��, �t����ǰ�ă��ݿ�֪, ��4 ��Һ��λ���ϴ��ڷ։�:
#p#��퓘��}#e#
�������ڳ�ʼ��B�r, īˮ�����Ȟ�͠�B���t:
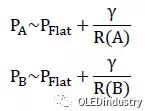
������r =𝑑/2Һ���Ϸ��]�l����J �н��Ƶ�:

�����t�˕rҺ�w��u�Ȳ���Һ�в���u��߅�����Ӳ����e��
������Һ�����Mһ���½������PC ��PA��u׃��߅��̎���^��ē]�l����, �t: �ɴ˿�֪
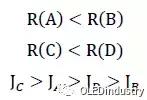
�����tīˮ�ȵ����|���ӳʬF�������|:
����• J𝐴 > J𝐵��J𝐶 > J𝐷, �t���|�_ʼ���в���߅�����e;
����• J𝐷 > J𝐵��J𝐶 > J𝐴, �в�īˮ����߅��ӿ��, �����������Q �ͺ��e3 ��������߅��̎īˮ��Ⱥܱ�, �tīˮ������A ̎��C ̎���ӡ�
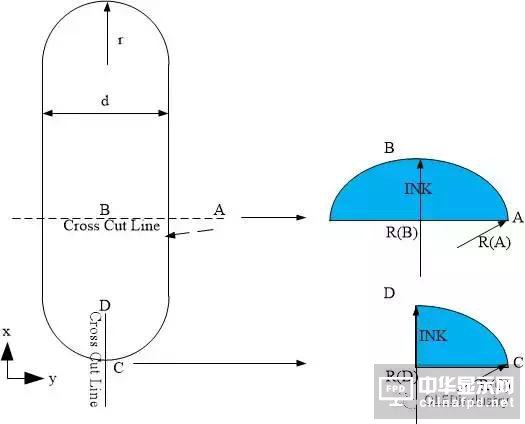
Fig 5 īˮ�ڳ�Ҏ���؈D���ȵIJ����Q����
������Һ�چ���r��, Һ�w���L�l�ε������OӋ��Ҳ���ړ]�l�r�a�������Q������, ��������K�ij�Ĥ�������}��
����Һ�w�������Ԇ��}
�����c��僲�ͬ, ����Һ���������ؕr, īˮ�������ؿӃȔUɢ�c�չ��ԓҺ�w�������Խo���غ��OӋ�������˵���˼·, ���S�����Դ˞���A����˸��N���͵ď��s�߷ֱ�����������ò��
����AUO ��2017 ��SID �����չ�������߷ֱ����������а�D ��Fig 6 ��A ���ͨ�^�������صķ�ʽ���_����߷ֱ��ʵĽY����
����B ������t��������Һ�����ȵ����Ӻ͔Uչ�ԁ������������ԭ�����Bank ���A������������Һ��, �����ԓBank ��ò�ȴ�ӡīˮ��
�����������Һ�ӵĴ���, īˮ��Bank ���չ����r�����ָ�Ɏׂ����������^(ÿ�����������Ъ���TFT �ҿɪ����l�⣩��
������������������mȻ�����ڲ����Ӵ�ӡ�r�L��ͬ�r����ȵ������������صĔ�Ŀ, ����ߵ�PPI �ֱ���, �������y�c������IC ���߾����OӋ��
����ԓ����������Џ��s, �ڻ����OӋ��늘O�����r��Ҫ�M�ж���^��, �o���������������OӋ�������y��, ���н������a���ʵ��L�U��

Fig 6 AUO ��SID 2017 ��չ����2 �N�߷ֱ��������з��� (ʾ��D, ����ʽ�DƬ)

�Pע�҂�

����̖��china_tp
�����Q�������YӍ
�@ʾ�ИI피���ý�w
��һ�����Pע�҂�